Главная > О предприятии > Выполненные работы > Станки СТП-220, СТП-320
Станки СТП-220, СТП-320
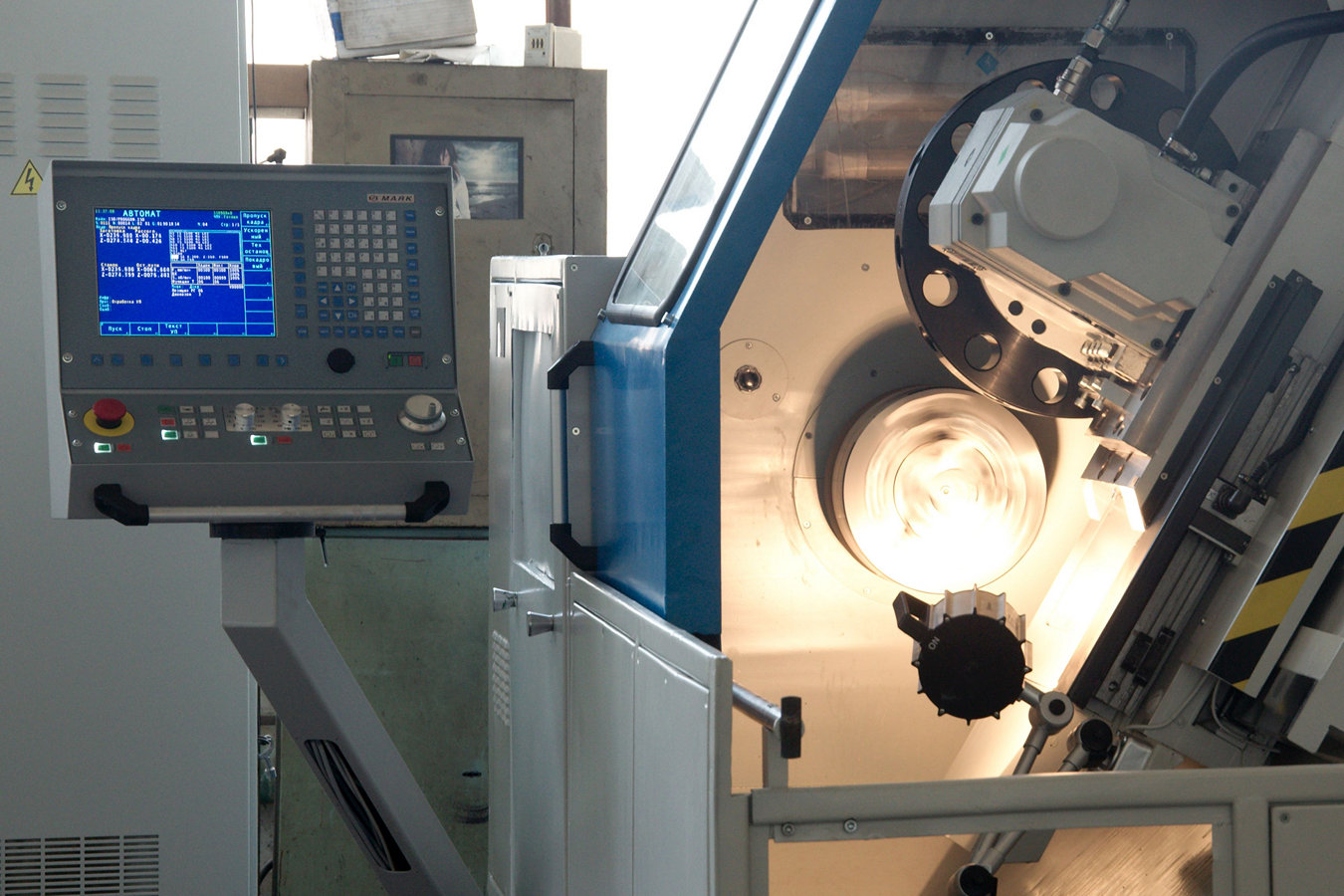
Токарные автоматы с ЧПУ и наклонной станиной моделей СТП220, СТП320 выпускались в советское время на Украине (Павлоград, Днепропетровск). Конструкция станка представляет собой достаточно близкую копию немецких станков производства фирмы MAX MULLER, типичный станок – MDW-20. Станки моделей MDW-20, MDW-23, MDW-10 также постоянно проходят ремонт и модернизацию на нашем предприятии. Силами ООО «Ижпрэст» восстановлено более 60 станков групп СТП и MDW.
Выгодной особенностью станков данных моделей является наличие наклонной станины, транспортера стружки, высокая жесткость, высокие силовые характеристики. Так, максимальный момент на шпинделе станка СТП220 превышает момент на шпинделе аналогичного по размерам станка производства ф. HAAS в 6 раз.
Станки имеют и ряд недостатков. Это прежде всего низкая надежность вследствие широкого применения гидрооборудования, медленная смена инструментов. На станке модели СТП320МСМ, оснащенном, по типу станков MDW, магазином инструментов, медлительность особенно заметна.
Для восстановления параметров точности станков СТП 220, СТП 320 (а также и станков моделей MDW-20 и им подобных) с одновременным устранением недостатков станков разработано и тиражируется техническое решение по проведению комплекса работ по капитальному ремонту и модернизации станка.
В состав типового технического задания на капитальный ремонт и модернизацию станка входит:
- капитальный ремонт механической части станка с восстановлением паспортных норм точности, включая шлифовку и шабрение направляющих, ремонт шпиндельного узла, коробки скоростей и других механизмов, ремонт или замена изношенных деталей, ремонт защитных ограждений;
- замена подшипников;
- замена ШВП;
- замена системы смазки, системы подачи СОЖ, пневмосистемы с заменой аппаратуры и трубопроводов;
- замена имеющейся гидрофицированной револьверной головки на электромеханическую производства ф. Pragati (Индия), что позволяет отказаться от использования гидроаппаратуры и существенно повысить надежность станка.
В части электрооборудования производится замена имеющегося УЧПУ на УЧПУ «Маяк-624» (в обоснованных случаях, по просьбе заказчика – УЧПУ других производителей), замена электроавтоматики, датчиков положения, прочих электротехнических комплектующих, электроразводки, конечных выключателей на новые. Имеющиеся электродвигатели и электроприводы постоянного тока (на более ранних станках – шаговые двигатели подач с гидроусилителями) заменяются на комплектные частотные сервоприводы подач ф. Mitsubishi (Япония), Lenze (Германия) и др.; в приводе главного движения используется асинхронный электродвигатель с частотным преобразователем.
Данная модернизация не исчерпывает всех потенциальных возможностей базовой конструкции станка. Она позволяет довести станок СТП220 до уровня токарного обрабатывающего центра с возможностью фрезерно-сверлильной обработки и позиционной осью «С». Станок оснащается револьверной головкой ф. Pragati с приводным инструментом: мощность фрезерно-сверлильного шпинделя 6 кВт, частота вращения до 6000 об/мин. Позиционирование по оси «С» обеспечивается установкой датчика углового положения и тормозом шпинделя.
После модернизации станок будет обеспечивать:
- токарную обработку деталей в соответствии с характеристиками и технологическими возможностями базового станка, включая обработку осевым инструментом;
- сверление, зенкерование, зенкование, развертывание, растачивание, нарезание резьбы в нецентральных отверстиях инструментом, ориентированным в осевом направлении;
- фрезерование пазов и канавок на торце детали инструментом, ориентированным в осевом направлении при движении суппорта по оси «Х» либо в плоскости «Х Z»;
- фрезерование пазов и канавок на периферии деталей радиально ориентированными фрезами при движении суппорта по оси «Z» либо в плоскости «Х Z»;
- сверление, зенкерование, зенкование, развертывание, растачивание радиальных отверстий радиально ориентированным инструментом, нарезание резьбы в радиальных отверстиях.
Совершенствование конструкции станков при максимальном использовании современных комплектующих и сохранении жестких базовых деталей, выдержанных временем – эффективный и экономичный путь обновления и модернизации станочного парка.
Фото