Главная > О предприятии > Выполненные работы > Станки ОЦ1И22, ОЦ1И22S
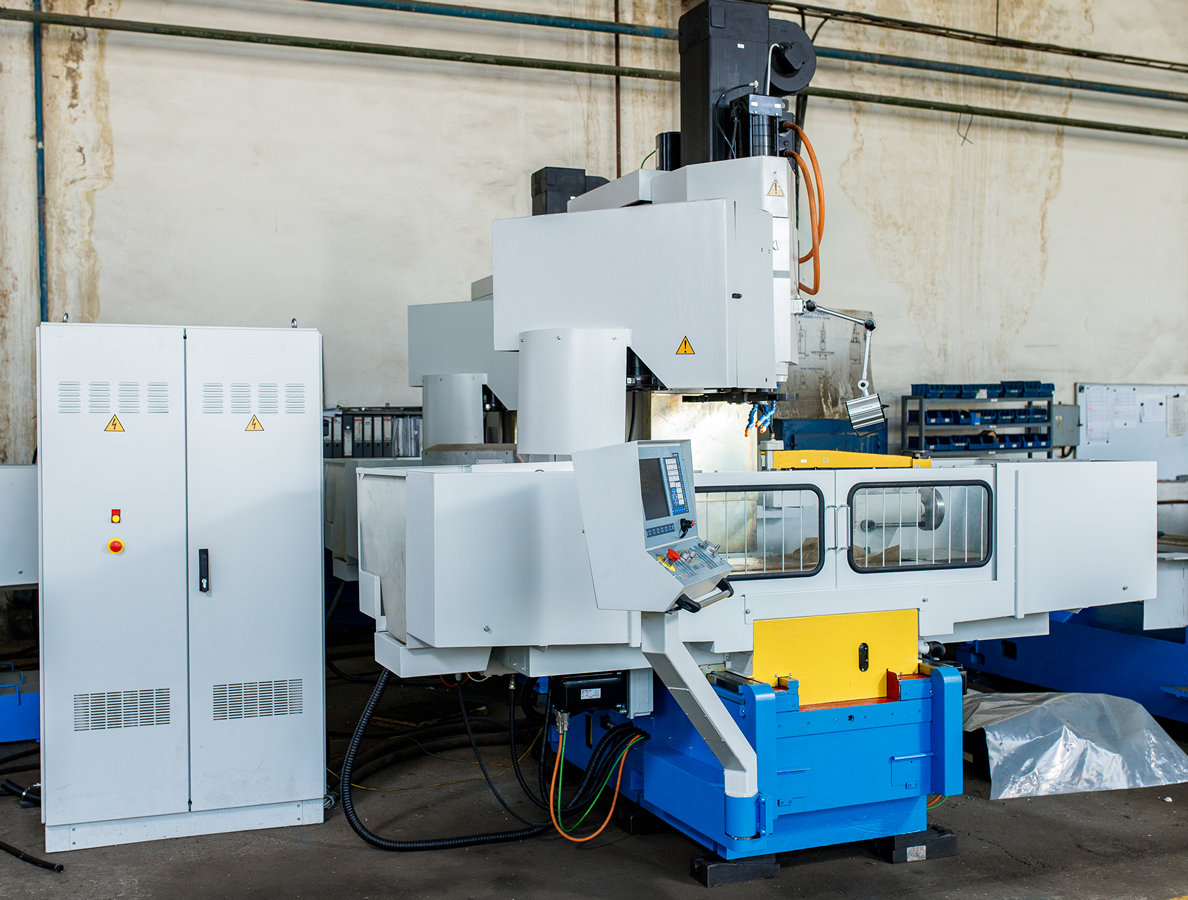
Станки ОЦ1И22, ОЦ1И22S
Станок ОЦ1И22 является продуктом отраслевого станкостроения (Миноборонпром), которое в советское время по своим результатам часто превосходило успехи станкоинструментальной промышленности. Каждое отраслевое министерство готовило станки «под себя» с различной степенью успешности, копируя как зарубежных станкостроителей, так и друг друга, но наиболее серьезных успехов в создании и производстве металлорежущих станков в 80-е – 90-е годы добились в Минавиапроме и Миноборонпроме. Станок ОЦ1И (в прошлом – ОЦ «Ижевск») явился итогом ряда разработок НИТИ «Прогресс» и был доведен до серийного производства в начале 80-х годов. За годы серийного производства было выпущено более 630 станков, которые и сейчас на многих предприятиях бывшего Миноборонпрома являются базовой частью парка станков фрезерно-сверлильной группы.
Для того, чтобы оценить технический уровень станка, стоит вспомнить, как развивалось отечественное станкостроение (а именно, станки с ЧПУ фрезерно – сверлильно-расточной группы) в то время?
Большая часть предприятий шла по пути создания станков типа «обрабатывающий центр» путем конструктивной доработки ранее выпускавшихся базовых станков: оснащения механизмами смены инструментов, УЧПУ, встройки ШВП. Так, например, на базе расточных станков созданы станки с горизонтальным шпинделем типа 2204, 2205 (Одесса), 2623ПМФ4 и др. производства завода им. Свердлова, часть станков производства г. Иваново. Универсально-фрезерные станки вертикальной консольной компоновки стали основой для создания станков типа ГФ2171 (Горьковский завод фрезерных станков). На базе вертикально-сверлильных станков возникли станки типа СС2В (Стерлитамак). Даже в станках современного уровня типа 400V, 500V, 600V и другие, выпускаемых в Стерлитамаке, легко проследить их происхождение от вертикально-сверлильных станков, что ведет к определенным проблемам при фрезерной обработке.
В отличие от приведенных примеров, станок ОЦ1И был создан без применения конструктивного заимствования технических решений универсальных станков. Технические идеи, заложенные в нем, явились результатом тщательного подбора и изучения специалистами НИТИ «Прогресс» конструктивных решений и тенденций, отечественного и мирового станкостроения тех лет. Поэтому и сейчас, через четверть века с начала его серийного производства, в станке удается выявить и реализовать конструктивные и технические резервы, позволяющие его осовременить и подвести к техническому уровню сегодняшнего станкостроения.
Отметим основные конструктивные особенности станка.
- Компоновка. Станок выполнен с крестовым столом. В отличие от станков консольной компоновки, таких, как ГФ2171, СВМ1 (бывш. Ворошиловград), такая компоновка увеличивает жесткость и грузоподъемность станка, а, например, в отличие от станков с перемещением шпинделя в двух координатах (ФП-7, ФП-17 – САВМА) – сокращает массу станка. Следует также выделить соотношение длины и ширины стола (1250 х 400 мм), в результате чего на столе нашлось место поворотному устройству и задней бабке.
- Направляющие станка выполнены в виде накладных цементированных планок высокой твердости, с которыми сопрягаются роликовые опоры качения (на крестовом столе в горизонтальных плоскостях) либо чугунные поверхности подвижных базовых деталей. Такое сочетание позволяет использовать станок как в режиме легкой и точной обработки, так и при тяжелой обработке, требующей высокой жесткости.
- Механизмы смены инструмента выполнены по схеме с промежуточным гнездом, что позволяет исключить из времени смены инструмента время его выбора в магазине и извлечения из магазина, обеспечить возможность возврата инструмента в то же гнездо магазина, из которого он был извлечен. Емкость магазина – 15 инструментов.
- Поворотное устройство с задней бабкой позволило резко расширить область применения станка за счет возможности обработки спиральных пазов, наклонных поверхностей, других видов обработки под различными углами. Для времени создания станка станки с силовым координатным поворотным устройством были редкостью. Сейчас варианты станков с поворотным устройством имеются у многих станкостроительных предприятий, но цены на них весьма значительны.
- Датчик вылета инструмента (0Z): для времени создания станка являлся его уникальным отличием, позволяющим резко сократить время и трудоемкость подготовки инструмента и при этом повысить точность обработки.
- Выгодным преимуществом станка также является отсутствие гидрооборудования (вспомогательные механизмы работают от пневматики), что избавляет от утечек масла и улучшает состояние рабочего места.
Таким образом, технический уровень станка ОЦ1И, заложенный при его создании, обеспечил возможность его соответствия современности в течение многих лет.
В процессе серийного выпуска в конструкцию станка постоянно вносились усовершенствования. Безусловным шагом вперед оказались последующие модели станков, разработанные НИТИ «Прогресс» и явившиеся развитием станка ОЦ1И. Это станок ОЦ2И, предназначенный для работы в безлюдном производстве, обеспечивающий автоматическую смену деталей, мойку деталей, удаление стружки, при обслуживании автоматическим транспортным средством – смену инструментальных магазинов и др. Станок ОЦ1И32 (разработана гамма моделей), который, имея технологическое назначение идентичное ОЦ1И22, благодаря новой конструктивной базе выгодно отличался по своим техническим характеристикам, имел направляющие качения кругом, безредукторные привода, механизмы смены инструментов под стандартную оправку. К сожалению, в связи с общеэкономическим кризисом, выпуск станков указанных моделей ограничился несколькими единицами.
Востребованность станков ОЦ1И22 в современных условиях
Безусловно, прогресс в станкостроении, в создании новых инструментальных материалов, появление новых систем ЧПУ, использование достижений приводной техники и др. выгодно отличают модели станков, освоенные зарубежным станкостроением, а, отчасти, и отечественным (один из лучших представителей класса, аналогичного ОЦ1И22 – станок модели V-500 производства Стерлитамак–М.Т.Е.). Все большее распространение находят относительно недорогие станки производства Тайваня, Кореи, других фирм. Модели станков последних лет отличаются прежде всего высокой динамикой. Скорости вращения шпинделя достигают 8000-12000 об/мин, скорости быстрых перемещений – 20…36 м/мин, существенно выше динамика работы вспомогательных механизмов, прежде всего смены инструмента.
Да, не всегда правильно сопоставлять современные высокоскоростные станки со станком ОЦ1И22 по технологическому назначению. Высокоскоростные станки имеют преимущество прежде всего в двух случаях: при обработке легких сплавов и при использовании процессов «твердого резания» (последние требуют применения высокоточных заготовок и высококачественного и весьма дорогого режущего инструмента). При резании же стали, чугуна, труднообрабатываемых сплавов, при снятии больших припусков на литых и кованых заготовках обычной точности, использовании отечественного режущего инструмента высокая динамика остается невостребованной. Более того, перечисленные традиционные процессы резания требуют высоких моментов на низких частотах вращения шпинделя, больших усилий на приводах подач. Многие предприятия, закупающие относительно дешевые тайваньские и т.п. высокоскоростные станки с целью повышения производительности обработки, сталкиваются с проблемами низких моментов резания, недостаточной жесткости и виброустойчивости, а также неремонтопригодности станков.
Тем не менее мы считаем, что станок ОЦ1И22, благодаря упомянутым выше преимуществам, заложенным в его конструктивную базу, остается вполне конкурентоспособным. Такую перспективу станку создает его модернизация.
ООО «Ижпрэст» имеет многолетний опыт капитального ремонта и модернизации металлорежущих станков с ЧПУ различных моделей, в том числе станков ОЦ1И22(21). Работы по данным станкам ООО «Ижпрэст» ведет ориентировочно с 1995 года. В частности, за 10 лет в период 2003… 2012 годы проведены работы по 103 станкам ОЦ1И22(21), в том числе 88 единиц с капитальным ремонтом механической части. Работы выполнялись для 17 предприятий, из которых следует выделить ОАО «Завод имени Дегтярева», г. Ковров (58 станков за 10 лет), ОАО «Ковровский механический завод», ООО «Экскаваторный завод Ковровец», ФГУП КБМ (Коломна), ФГУП «Сплав» (Тула), ФГУП ГНЦ ИФВЭ (Протвино), ЦКИБ СОО (Тула), ОАО АК «Туламашзавод», ФГУП «Ижевский механический завод», ОАО НИТИ «Прогресс» (Ижевск), ОАО «Молот» (Вятские Поляны).
Отработано несколько вариантов проектов модернизации станка, в том числе с использованием сервоприводов подач с частотным регулированием, либо электродвигателей и приводов постоянного тока, индуктивных либо фотоэлектрических датчиков обратной связи и т.п.
Также предприятием разработана, и с 2006 года выполняется серийно глубокая модернизация станка по скоростному варианту — проекту ОЦ1И22S, затрагивающему основные технические характеристики станка.
Примененные методы и средства модернизации
Шпиндельный узел
Современные подшипники качения (в частности, в данном станке использованы подшипники производства ф. NSK), благодаря применению специальных сталей и материалов, конструктивным особенностям, высокой точности изготовления, современным видам смазки позволяют значительно повысить допускаемую частоту вращения без изменения применяемого размерного ряда подшипников. При этом нам пришлось внести определенные изменения в конструкцию шпиндельного узла, а также выполнить специальные рекомендации фирмы-изготовителя в части технологии сборки подшипников. Полученные результаты позволяют сделать вывод, что использование при модернизации различных станков современных высокоточных подшипников качения в сочетании с соответствующими двигателями и приводами главного движения, как правило, обеспечивает возможность повышения частоты вращения шпинделя без значительного изменения конструкции шпиндельного узла.
Привод главного движения
В станке проекта ОЦ1И22S применен частотнорегулируемый привод главного движения Lenze с двигателем Lenze MDFQA 132-32 (17 кВт). Данное сочетание позволило обеспечить бесступенчатое регулирование частоты вращения шпинделя в пределах 20…5000 об/мин (без использования редуктора), при этом обеспечен высокий крутящий момент на шпинделе, что гарантирует высокую производительность резания. Так, значение максимального (на скоростях до 730 об/мин) крутящего момента равно 225 Нм и, начиная со скорости 375 об/мин превышает характеристику базового станка. Для примера, электрошпиндель с максимальной частотой 12000 об/мин, изготавливаемый в г. Стерлитамак, при мощности 30 кВт имеет максимальный момент 120 Нм.
Редуктор главного движения: в данных станках исключен, привод шпинделя осуществляется через поликлиноременную передачу непосредственно от двигателя. Натяжение ремней производится смещением двигателя.
Механизм зажима инструмента доработан с целью уменьшения его дисбаланса конструктивными методами, использованы качественные тарельчатые пружины зарубежного производства.
Инструментальное обеспечение станка
Несмотря на то, что станок изначально рассчитан на использование нестандартных инструментальных оправок, с целью исключения дополнительных затрат предприятий-потребителей система вспомогательного инструмента станка сохранена. Тем не менее, при эксплуатации станка с высокими скоростями вращения шпинделя, следует обратить особое внимание на состояние оправок, их балансировку, качество закрепления режущего инструмента в оправке. Собственно режущий инструмент должен быть также отбалансирован, его качество и материал должны соответствовать используемым скоростям резания.
Смена инструмента
Относительно длительный цикл смены инструментов станка ОЦ1И22 удалось частично сократить за счет сокращения времени выхода в точку смены инструмента при использовании повышенных скоростей холостых ходов. Измерение вылета инструмента датчиком «0Z» теперь производится только по отдельной команде управляющей программы и рекомендуется только для особо точных операций либо с определенной периодичностью, достаточной для контроля целостности либо предельного износа инструмента. Кроме того, в станке используется, с целью увеличения скорости поворота руки смены инструмента, сдвоенное водило мальтийского креста (решение уже использовалось в станках ОЦ1И22 последних лет выпуска).
Приводы подач и максимальные скорости перемещений по координатам
В отличие от базового варианта станка, ограничивавшего максимальную скорость перемещений значением 4,8 м/мин, мы достигли скоростей 10 м/мин, для чего:
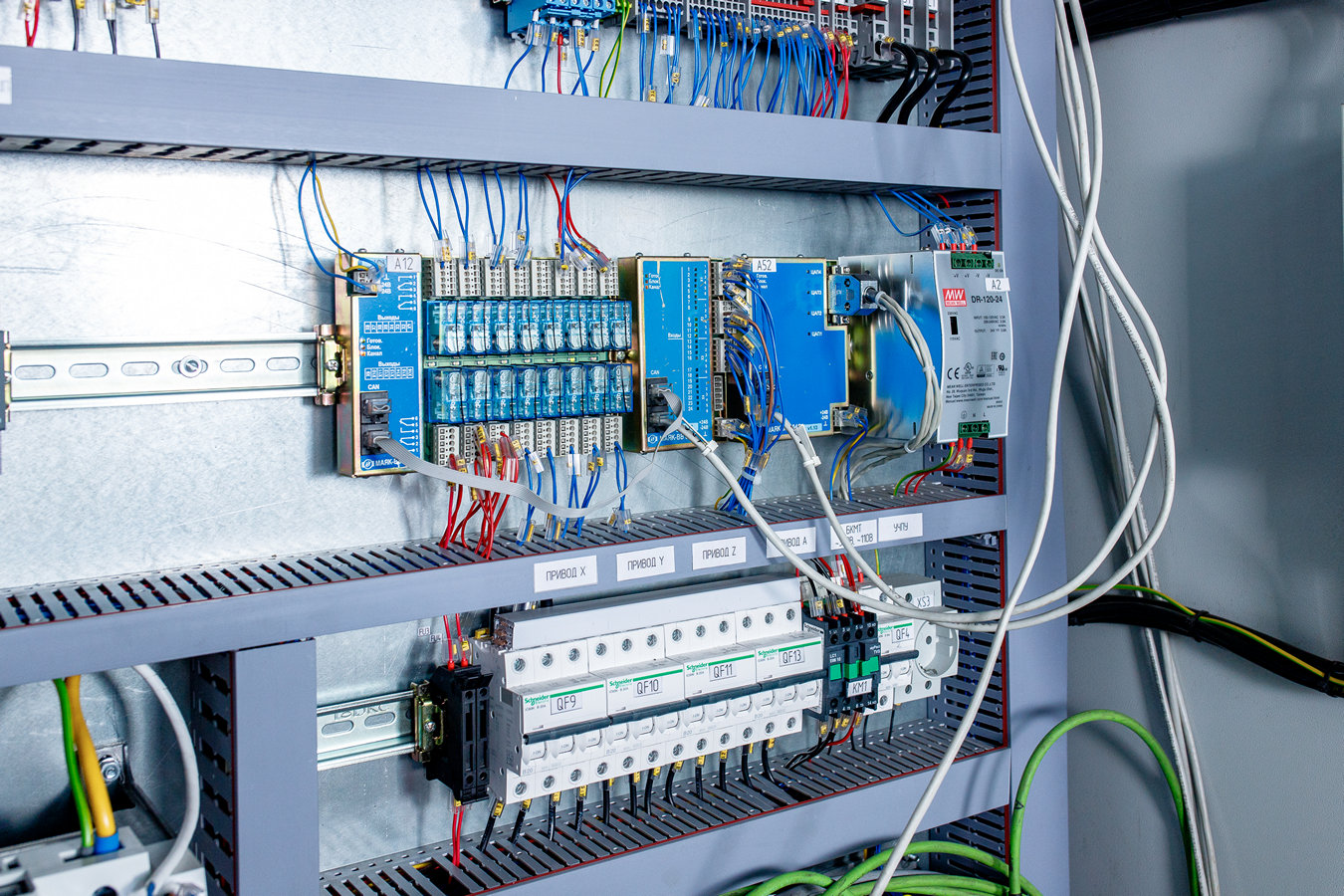
- используются комплектные сервоприводы подач производства Schneider Electric;
- изменено передаточное отношение редукторов станка;
- с целью повышения безопасности введено ограничение скоростей при подходе к аварийным конечным выключателям.
Пневмооборудование
С целью повышения надежности в станке использовано пневмооборудование производства ф. Festo.
Ограждение, подача СОЖ, сбор стружки
В связи с повышением частоты вращения шпинделя, возникает проблема обеспечения безопасности станка – защиты оператора от разлетающейся стружки и СОЖ, а также случайных осколков. С этой целью разработано и изготовлено ограждение рабочей зоны станка, а также изменена конструкция узла подачи СОЖ — 2 сопла, настраиваемые на разные инструменты; подача СОЖ к тому или иному соплу переключается по программе. Следует заметить, что в принципе проектирование современных станков начинается с проработки компоновки рабочей зоны станка, включая проработку ограждения, системы сбора стружки, подачи и сбора СОЖ. Таким образом, создание эффективного ограждения в процессе модернизации станка, при отсутствии возможности изменения базовых деталей и компоновки станка, является весьма сложной, а часто и невыполнимой задачей. Что касается станка ОЦ1И22, то в нем ограничивается возможность защиты задней части станка в связи с отсутствием пространства между салазками в заднем положении и стойкой станка, недостаточна высота ограждения, ограниченная конструктивно датчиком «0Z», отсутствует возможность подачи СОЖ в большем объеме в связи с опасностью утечек.
Кроме описанного выше, в составе работ по модернизации станка произведены и традиционные работы:
- капитальный ремонт станка с восстановлением параметров точности до уровня требований технических условий на станок, включающий перешлифовку направляющих (в случае отсутствия цементированного слоя – замену), перешлифовку шпинделя, замену ШВП, замену роликовых опор качения, подшипников, датчиков обратной связи, сломанных или изношенных специальных деталей станка;
- доработка узлов и механизмов станка в соответствии с изменениями, внесенными в конструкцию станков последних лет выпуска, в т.ч. пневмооборудования, системы смазки, редукторов, противовеса и др.;
- замена УЧПУ с установкой устройства ЧПУ серии «Маяк-600» и размещением пульта управления станком на поворотном кронштейне, закрепленном к станине станка;
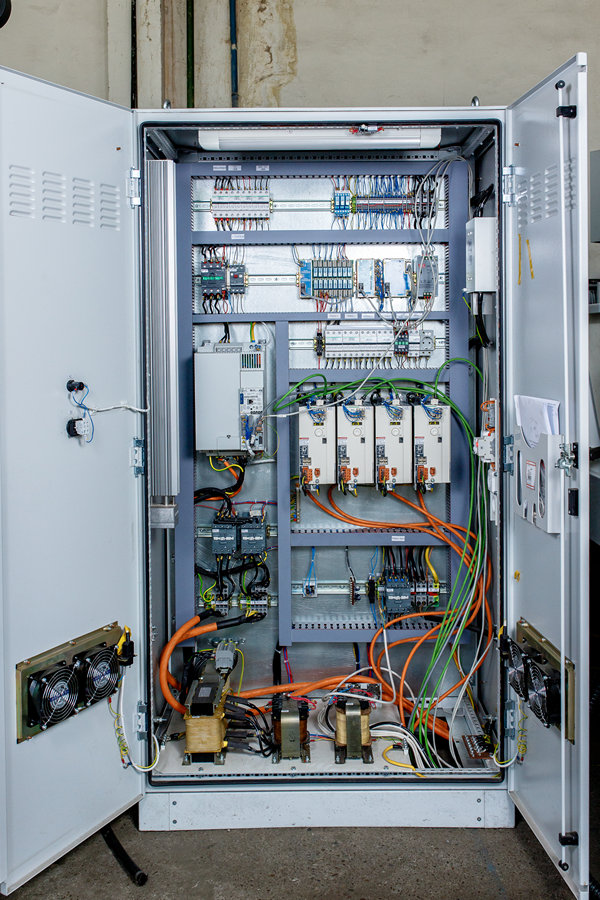
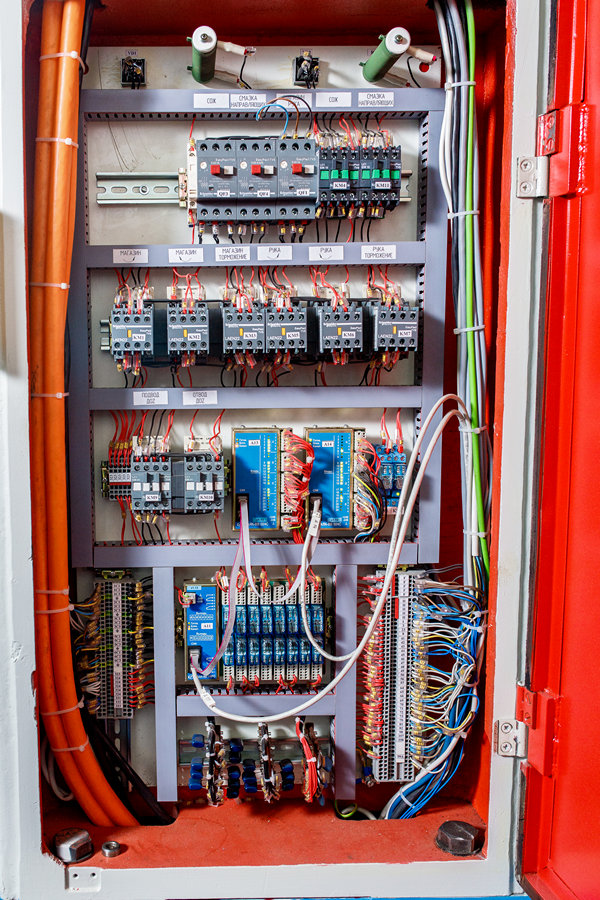
- замена корпуса электрошкафа и электроавтоматики, кабельной разводки;
- отладка станка, сдача ОТК, покраска.
Сохраняются и традиционные варианты выполнения работ по ремонту и модернизации станков. Сегодня ООО «Ижпрэст» является единственным предприятием, освоившим технологию комплексного серийного ремонта и модернизации станков серии ОЦ1И, обладает необходимым оборудованием, оснасткой, документацией, специалистами. С целью максимального сокращения сроков вывода нашими заказчиками станков из эксплуатации нами предлагается использование оборотного фонда станков, которые проходят капитальный ремонт и модернизацию по выбранному варианту, с последующим обменом. Возможна поставка модернизированных станков, в том числе с комплектом оснастки.
Технические характеристики станка ОЦ1И22S
| Класс точности станка | Н |
|
Размеры рабочей поверхности стола, мм: длина |
1250 |
|
Наибольшее перемещение стола относительно оси шпинделя, мм: продольное (X) |
± 600 |
|
Расстояние от торца шпинделя до поверхности стола, мм: наименьшее, не более |
100 |
| Расстояние от плоскости крестового стола до оси поворотного устройства, мм | 182±0,01 |
| Расстояние от торца шпинделя поворотного устройства до центра пиноли задней бабки, мм, не менее | 900 |
| Расстояние от торца инструмента в нулевом положении до поверхности стола, мм | 400±0,01 |
|
Наибольшая скорость перемещения стола в режиме «Ручной» («Автомат»), мм/мин: в продольном направлении |
5000 (10000) |
| Масса детали, обрабатываемой на столе, кг | 400 |
| Масса детали, обрабатываемой в поворотном устройстве, кг | 100 |
| Конец шпинделя по ГОСТ 15945-82 | №50 |
| Пределы частот вращения шпинделя, об/мин | 20 – 5000 |
| Время автоматической смены инструмента, с | 10 |
| Время автоматического измерения длины инструмента, с | 10 |
|
Точность двухстороннего позиционирования, мкм: координата X |
50 |
| Дискретность линейных координат, мм | 0,001 |
| Дискретность поворотного устройства, угл. сек. | 3,6 |
| Мощность привода главного движения, кВт | 32 |
| Мощность приводов подач, кВт | 1,1 |
| Мощность привода круговой координаты, кВт | 1,1 |
| Система ЧПУ | «Маяк–624Е» |
| Приводы подач | Schneider Electric |
| Габаритные размеры станка, мм | 4270 х 2300 х 3000 |
| Масса станка, кг | 7300 |
Фото